
 EN
ENKaixin は、ポリマーパイプラインバルブの研究開発、生産、販売を専門とするハイテク企業です。
現在、多くのエンジニアリングプラスチックが機械部品に適用され、良好な成果を上げています。 しかし、エンジニアリングプラスチックの射出成形は比較的難易度が高く、特に金型汚れが発生しやすいです。 エンジニアリングプラスチックの射出成形後の金型汚れの原因と解決方法は何ですか?

1. モールドスケールの形成
ダイファウリングとは、金型表面に付着物が堆積する現象を指します(下図参照)。 金型の汚れは、ほぼすべての熱可塑性プラスチックの射出成形中に発生します。 最終製品の機能要件に関連する添加剤 (改質剤、難燃剤など) を混合する必要がある場合、これらの添加剤は成形プロセス中に金型キャビティの表面に残り、金型スケールの形成につながる可能性があります。
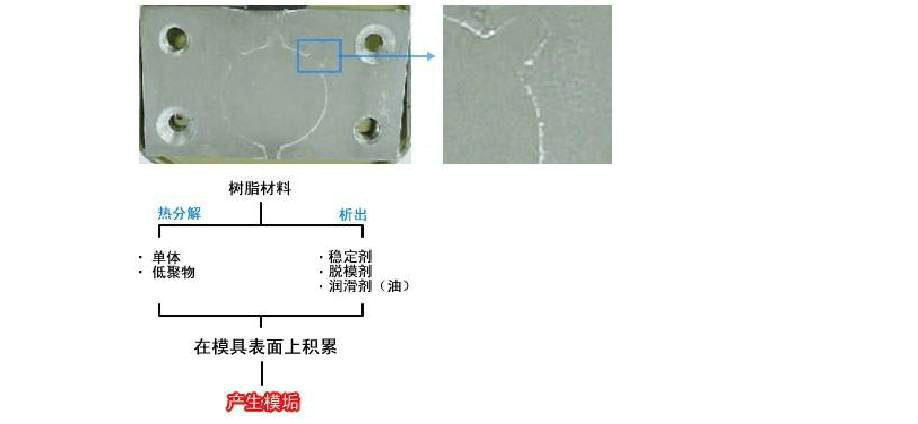
モールドスケールが形成される理由は他にもあります。最も一般的な理由は次のとおりです。
▶原料の熱分解物。
▶射出成形時のメルトフローの極度のせん断力。
▶不適切な排気;
上記によるカビ汚れはさまざまな要因が複合的に発生することが多く、カビ汚れの原因と予防方法を探るのは非常に面倒であり、カビ汚れは数日経ってから発生します。
2. モールドスケールの種類
1) さまざまな添加剤により、特定の種類のカビの付着物が生成されます。 難燃剤は高温で反応して分解し、場合によっては金型スケール生成物を生成します。 過度の高温または極度のせん断力の影響下では、耐衝撃剤がポリマーから分離し、金型キャビティの表面に残り、金型スケールを形成します。
2) 熱可塑性エンジニアリングプラスチックの顔料は高温で溶けるため、成形材料の熱安定性が低下し、その結果、劣化したポリマーと分解した顔料が結合して金型スケールが形成されます。
3) 金型上の特に高温の部分 (金型コアなど)、改質剤/安定剤、その他の添加剤が表面に付着し、金型汚れの原因となる場合があります。 この場合、金型の温度制御を改善するか、特別な安定剤を使用するための対策を講じる必要があります。
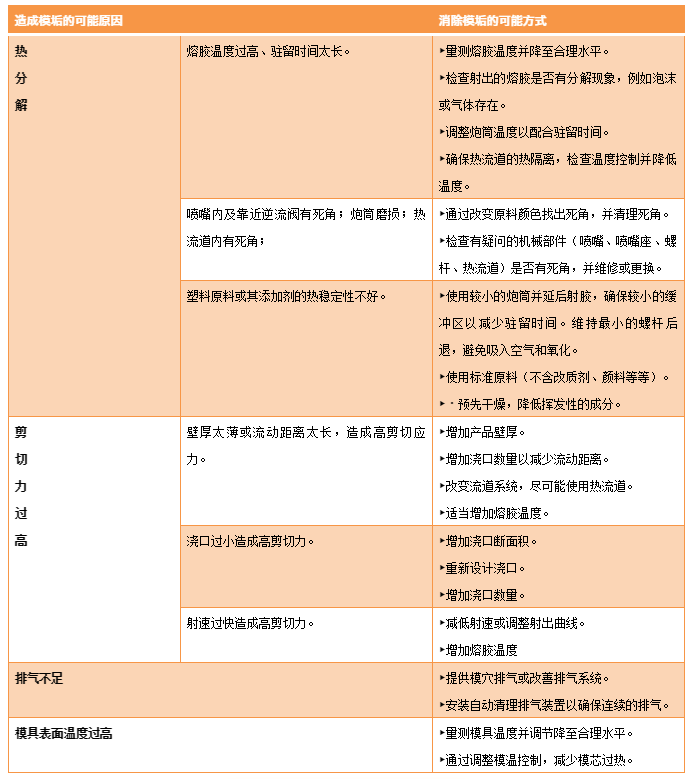
次の表に、カビ汚れの考えられる原因と予防策を示します。
3、突然発生するカビ汚れ対策
金型汚れが突然発生する場合は、成形条件の変更、または成形材料のバッチの交換が原因である可能性があります。 次の提案は、金型の汚れを改善するのに役立ちます。
まず、溶湯の温度を測定し、溶湯の分解(焦げなど)がないかを目視で確認します。 同時に成形材料に異物が混入していないか、同じ洗浄剤を使用しているかなども確認します。 金型の排気状態を確認してください。
再度、動作する機械を確認します。染料色の成形材料 (黒を除く) を使用し、約 20 分後に射出成形機の電源を切り、ノズルとコネクタを取り外し、可能であればネジで取り外します。原料に焦げた粒子があるかどうかを確認し、原料の色の比較に進み、金型汚れの原因を迅速に特定します。
金型汚れ欠陥の意外な原因が多くの場合に判明しています。 この技術は最大スクリュー径40mmまでの小型射出成形機に最適です。 金型汚れの除去により、他の原材料を成形する際の部品の品質も明らかに向上します。 上記の対策はホットランナー方式での成形にも適しています。
金型の汚れは、射出成形部品、特に表面浸食のある部品の外観に欠陥をもたらしますが、これはサンドブラスト機でサンドブラストすることで修復できます。

4、金型メンテナンス
上記すべての対策を行っても金型汚れが除去できない場合は、金型の保守・メンテナンスを強化する必要があります。
金型表面の金型堆積物は初期段階では除去しやすいため、金型キャビティと排気チャネルを定期的に (たとえば、成形品生産の各バッチ後など) 洗浄し、メンテナンスする必要があります。 金型を長期間メンテナンスせずに維持すると、金型に厚い層が形成された後、金型スケールを除去するのは非常に困難で時間がかかります。
射出成形金型のメンテナンスやメンテナンスに使用されるスプレーには、主に離型剤、防錆剤、シンブルオイル、糊汚れ除去剤、金型洗浄剤などが含まれます。
カビスケールの化学組成は非常に複雑であり、それを除去するには、一般的な溶剤やさまざまな特殊な溶剤、オーブンスプレー、カフェイン入りレモネードなどの新しい方法を使用し、試みる必要があります。 もう 1 つの奇妙な方法は、模型の履帯を掃除するためにゴムを使用することです。

5. 金型汚れ防止のご提案
ホットランナー成形や熱に弱い原材料を使用する場合、溶融滞留時間が長くなり、原材料が分解して金型スケールが形成されるリスクが高まります。 射出成形機のスクリューを清掃します。
せん断に敏感な材料を形成する場合は、より大きなランナーとゲートが使用されます。マルチポイント ゲートにより、流動距離が短縮され、射出速度が低下し、金型汚れのリスクが軽減されます。
効率的な金型排気により、金型汚れの可能性を低減できます。金型設計段階で適切な金型排気を設定します。 自動排気装置やカビの付着物を簡単に除去できる排気方法が最適です。排気システムを改善すると、多くの場合、金型上の金型堆積物が減少します。
金型キャビティの表面を特殊な非粘着コーティングで覆い、金型の堆積物の形成を防ぎます。コーティングの効果を評価するにはテストを実施する必要があります。
金型内面に窒化チタン処理を施すことにより、金型へのモールドスケールの形成を回避できます。
この記事はインターネットからのものであり、学習とコミュニケーションのみを目的としており、商業目的ではありません。















 本社: 中国浙江省寧波市北侖区渤海路539号
本社: 中国浙江省寧波市北侖区渤海路539号
 +86-18067123177
+86-18067123177